Projet réalisé dans le cadre du Consortium industriel FactoryLab avec les expertises croisées du CEA-List, du CETIM et de l’ENSAM en collaboration avec SLB, Naval Group, Stellantis et Safran.

Contexte
La précision des robots industriels est une donnée importante dans le choix du modèle, en fonction du procédé qui sera mis en œuvre dans son application. Les caractéristiques fournies par les constructeurs de robots ne concernent souvent pas la précision de suivi de trajectoire, ni la précision sous effort variable.
Devant la difficulté à mettre en œuvre des solutions robotiques à travers de la programmation hors ligne, notamment à cause du manque de précision des robots en suivi de trajectoire, il devient pertinent de définir des moyens et une méthode permettant d’évaluer les performances statiques et dynamiques des robots à vide et en mode opérationnel. Ainsi que d’évaluer les particularités des trajectoires des robots.
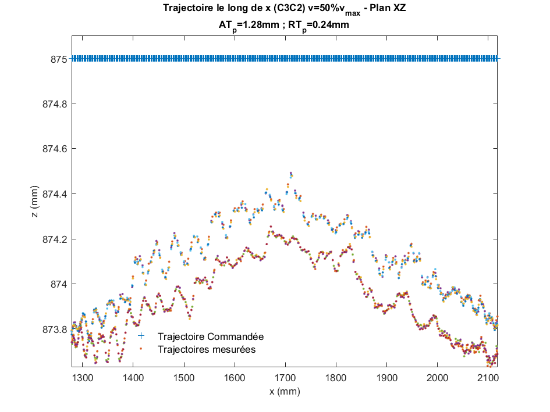
Notre principal cas d’étude a été proposé par SLB (Figure 1) : mesurer la précision de suivi de trajectoire lors d’une opération de parachèvement de pièce, transposé sur un robot Fanuc de l’ENSAM. Cas complété par des mesures réalisées au CETIM (Figure 2).
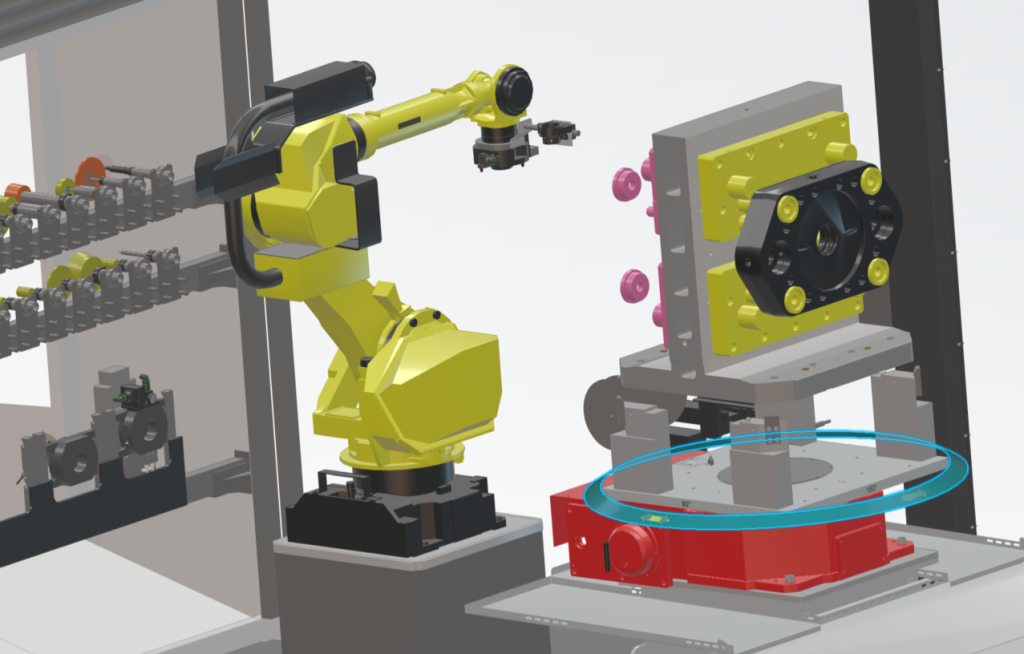
Crédits : SLB

Crédits : CETIM
Enjeux et innovations
L’enjeu est d’obtenir une méthodologie standard d’évaluation de la répétabilité et de la précision dynamiques d’un robot poly-articulé conventionnel en statique et en dynamique, prenant en compte les paramètres influents tels que la trajectoire, la vitesse, l’accélération, la charge embarquée, ou les positions dans l’enveloppe de travail. Les solutions évaluées doivent être robustes et en maturité industrielle TRL9, avec une disponibilité sur le marché français.
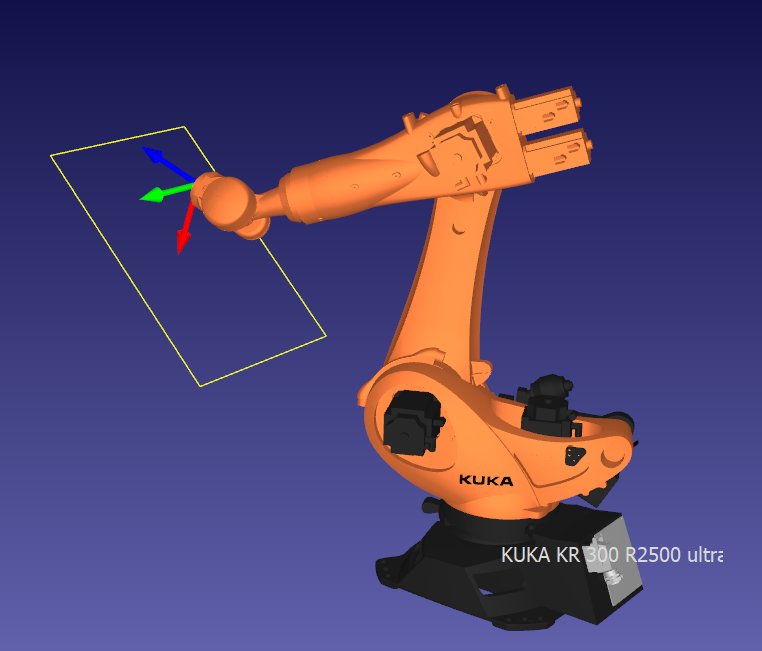
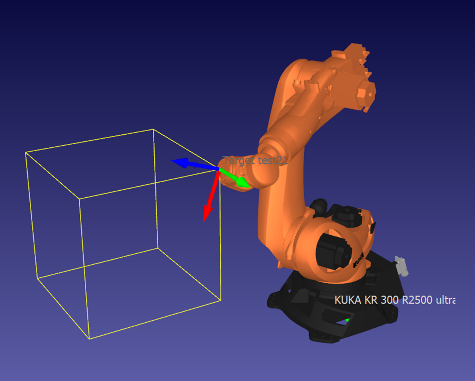
La norme ISO 9283, qui évalue les critères de performance des robots industriels reste très générique, elle a donc été analysée au cours du projet et nous avons pu tester quelques protocoles supplémentaires (Figure 3) qui permettent de l’enrichir. L’impact de choix de différents repères d’expression de pose et trajectoires robots a notamment été étudié. En outre, l’étude a permis l’ajout d’un critère d’évaluation supplémentaire : l’hystérésis constatée lors de la mesure de trajectoires effectuées dans 2 sens opposés (Figure 4). Enfin, afin de mieux coller aux processus industriels, l’étude a esquissé l’impact des lissages de trajectoires sur la précision des robots.

Crédits : ENSAM
Crédits : ENSAM
Résultats
La faisabilité de réaliser des mesures de précision et répétabilités statiques et dynamiques de robots sériels, à l’aides de systèmes de mesures type laser tracker (Figure 3) et par stéréovision (Figure 2) a été démontré au cours de cette étude. Une ébauche de méthodologie permet de mettre en place un protocole générique et simple à l’aide de ces systèmes et d’obtenir une première évaluation générique (Figure 5). Cette méthodologie repose principalement sur la norme ISO 9283 (Figure 6), légèrement enrichie grâce aux résultats de l’étude.
La campagne menée à l’ENSAM à l’aide d’un robot FANUC, mesuré par un laser tracker API (Figure 4) a permis de mettre en évidence, outre le lissage, le choix du référentiel de mesure et le phénomène d’hystérésis, l’influence de la vitesse sur les mesures.
Par ailleurs les mesures réalisées au CETIM Sud-Ouest sur un robot ABB, à l’aide d’un tracker par stéréovision Creaform ou d’un laser tracker AT950, ont permis de réaliser une corrélation entre les systèmes et mettre en évidence la viabilité de l’alternative offerte par la stéréovision.
Crédits : ENSAM
Crédits : ENSAM
Perspectives
La méthodologie proposée dans cette étude est une ébauche, elle devra être complétée pour être plus générique. Il reste ainsi à poursuivre les essais plus spécifiquement, avec, entre autres, la prise en compte des efforts appliqués lors des opérations et l’approfondissement des effets liés au lissage des trajectoires.
Avant industrialisation, trouver une solution adaptable à différents matériels et logiciels, avec une interface facile d’accès, demande un développement dédié et pourrait faire l’objet d’un projet à part entière. Nous pouvons envisager d’inclure la correction de trajectoires.
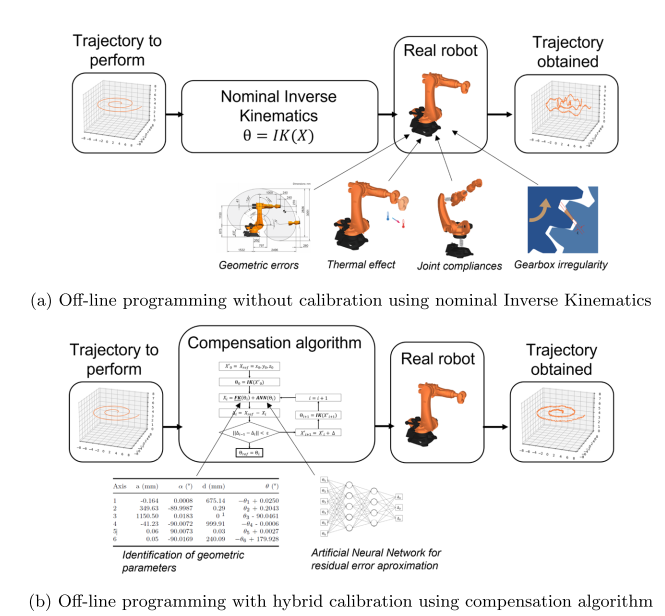
Notons l’existence de projets de calibration « hybride » associant à l’identification des paramètres géométriques du robot, un réseau de neurones artificiel, afin d’obtenir une approximation de l’erreur résiduelle (Figure 7) ; permettant d’améliorer la précision des robots.
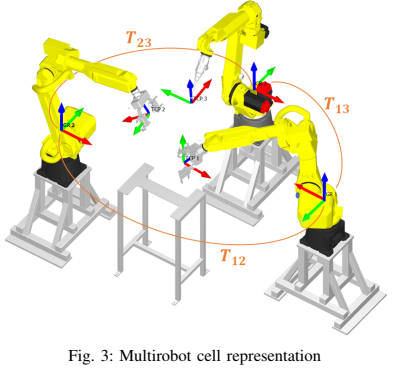
Enfin, des projets de calibration de cellules multirobots sont en cours (Figure 8) et pourraient être étendus afin de compléter et poursuivre cette étude.
Crédits : ENSAM
Crédits : ENSAM
La faisabilité de mesurer la précision et la répétabilité des robots en statique et en dynamique a été démontrée grâce à l’étude ROBOPRECI, une ébauche de méthodologie enrichissant la norme ISO 9283 a été proposée et pourra être améliorée plus spécifiquement, éventuellement au cours de nouveaux projets dans la continuité de l’étude.
Auteur : Grégoire DEBRAS, Chef de projet ROBOPRECI, CETIM



